

Il trattamento termico è un passaggio chiave nel processo di applicazione della stampa 3D. Finora, indipendentemente dal processo di stampa 3D, coinvolge diversi metodi a vari gradi, come pulizia delle polveri, ricottura, post cura, non supportata, lucidata, sabbia e colorata. Il trattamento termico è anche un passo importante nel processo di candidatura delle parti stampate in 3D e può assumere varie forme a seconda dei risultati previsti, dei materiali utilizzati e della tecnologia preferita.
In produzione additiva, le parti prodotte sono influenzate da temperature diverse e subiscono fasi di riscaldamento e raffreddamento più o meno importanti a seconda del processo di stampa selezionato. Queste fasi hanno un impatto diretto sulle parti che accumulano lo stress residuo. Il trattamento termico dopo la stampa è cruciale in quanto non solo elimina i difetti, ma influenza anche le proprietà meccaniche delle parti, come la resistenza alla flessione, la duttilità e persino la durezza finale.
01. Sintering
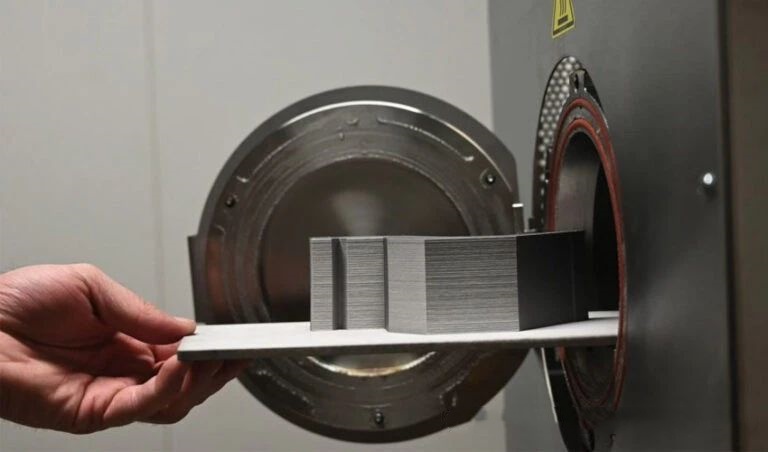
La sinterizzazione è uno dei metodi di trattamento termico che può essere utilizzato nella produzione additiva, a rigor di termini, è più un passo critico nel processo di produzione piuttosto che un metodo post-trattamento. In effetti, questo è un passaggio indispensabile e importante quando si utilizzano spruzzatura adesiva o altri metodi di stampa 3D indiretti. Utilizzando questi due processi, è possibile ottenere parti verdi contenenti leganti inorganici o organici, che sono attualmente rimossi attraverso metodi di sgrassamento termico e quindi è possibile ottenere un legame metallurgico di particelle metalliche a temperature più elevate.

La fornace di sinterizzazione è un'attrezzatura importante in questo processo e attualmente vengono comunemente usati i forni a vuoto o atmosfera. Il primo evita l'ossidazione di parti ad alte temperature attraverso il vuoto elevato, mentre il secondo impedisce l'ossidazione delle parti attraverso l'atmosfera riducendo. Durante il processo di sinterizzazione, la temperatura è generalmente impostata leggermente inferiore alla temperatura di fusione del materiale utilizzato. Il processo di sinterizzazione può ridurre la porosità della parte e aumentarne la durezza. Oltre ad essere adatto alla stampa di metalli, questo processo di trattamento termico è adatto anche per la stampa in ceramica.
Il restringimento e la deformazione sono questioni importanti che devono essere affrontate in questa fase. Durante il processo di sinterizzazione, la rimozione del legante occupa gradualmente lo spazio vuoto del materiale in polvere, che ridurrà le dimensioni della parte originale. Al momento, è comune garantire la dimensione finale delle parti pre-ingrandire le dimensioni e simulandole, richiedendo anche alcune tecniche di post-elaborazione.
02. Polymer Post Currening
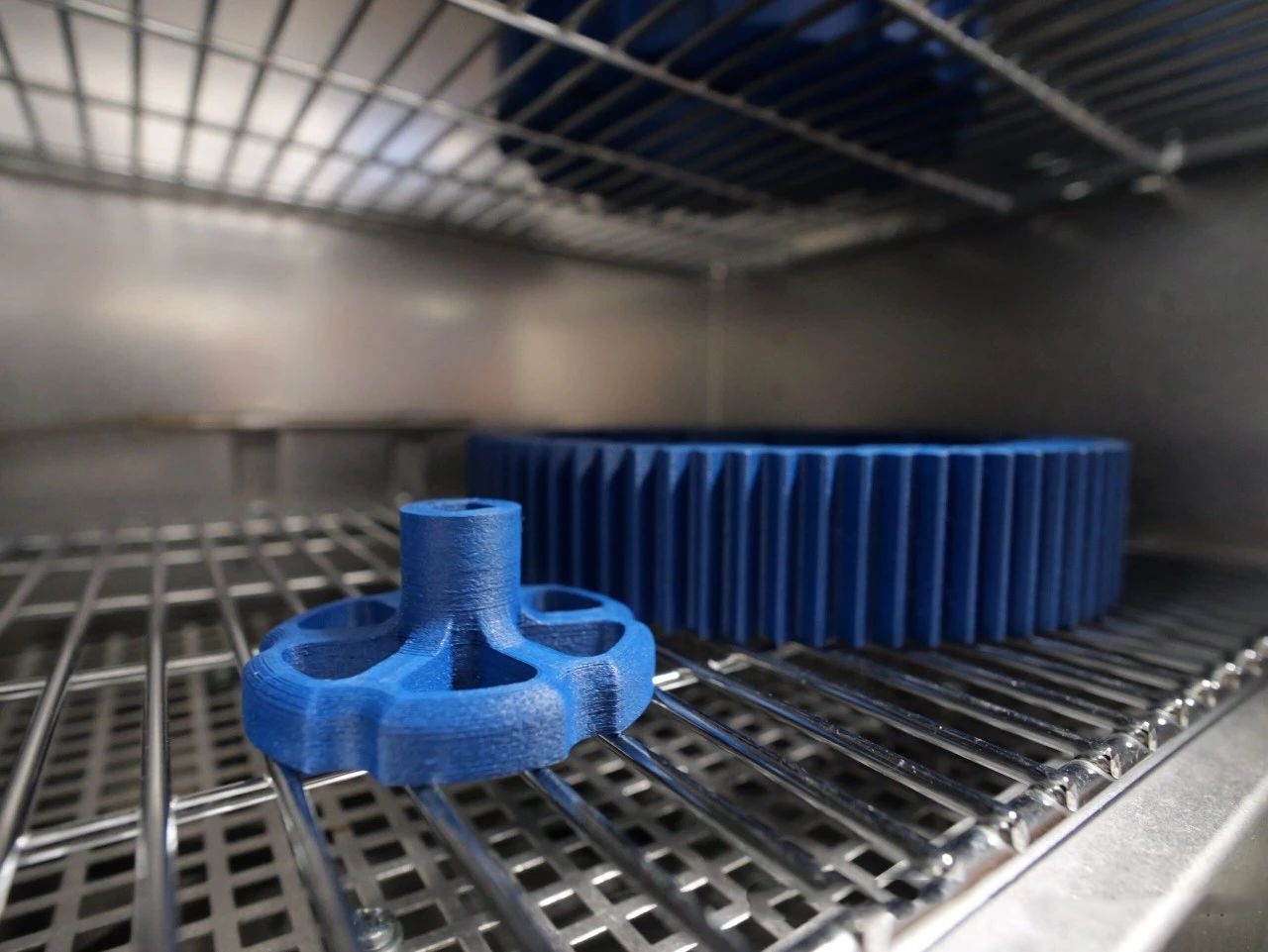
Allo stato attuale, la stampa 3D del fotopolimero richiede anche una puleggiatura post per migliorare le sue prestazioni finali, che è una fase di indurimento o di indurimento. La resina è composta da diversi monomeri che non sono collegati insieme in stato liquido. Se esposti a una fonte UV, questi identici monomeri si uniranno insieme per formare i componenti desiderati. Tuttavia, dopo la stampa, alcune aree potrebbero non raggiungere una reticolazione ottimale, il che rappresenta il rischio di danneggiare la resistenza complessiva della componente di stampa. È qui che entra in gioco il passaggio di indurimento, in quanto completerà completamente la reazione di reticolazione.

Dopo aver creato la parte, verrà pulito per rimuovere la resina non fotopolimerizzata in eccesso. Quindi le parti possono essere inserite in macchine adatte - in genere i produttori di stampanti 3D in resina forniscono stazioni di indurimento. Questa è una camera UV che può indurire i componenti stampati e dare loro le loro proprietà finali. Ciò riduce la sua vulnerabilità e riduce il rischio di danni. La polimerizzazione può anche riparare il colore della resina, rendendolo più sicuro da gestire. Le parti hanno una forza più forte nel tempo, il che è cruciale in molti campi.
Il tipo di resina utilizzata o la dimensione delle parti influenzerà direttamente questa fase di trattamento termico. Nella maggior parte dei casi, maggiore è la parte, più lungo è richiesto il tempo di indurimento.
03. Ricottura nella stampa 3D
Questo metodo di trattamento termico espone i componenti stampati 3D a una certa temperatura, che dipende dai materiali utilizzati. Dopo il riscaldamento, si raffredda gradualmente per aumentare la sua resistenza. Questa è una tecnologia ampiamente utilizzata per i metalli. Alcune materie plastiche possono anche subire questa ricottura, come PLA e PETG. Per altri materiali termoplastici, come l'ABS, non è adatto perché il calore spesso provoca eccessive deformazioni o deformazioni.
04. Metodi di trattamento termico metallico
La ricottura di sollievo da stress è uno dei metodi di trattamento termico comunemente usati per la stampa 3D in metallo e lo stress residuo è un prodotto inevitabile del rapido riscaldamento e raffreddamento, che è una caratteristica intrinseca della tecnologia di fusione del letto a polvere laser. Durante il processo di ricottura dello stress, lo stress interno scomparirà gradualmente o diminuirà, accompagnata dal riarrangiamento e dal raffinamento dei cristalli del materiale. Ciò può migliorare la plasticità, la tenacità e la duttilità del materiale, riducendo al contempo la sua durezza e forza. Migliorando così le prestazioni complessive del materiale.
Inoltre, il rafforzamento del temperamento può essere utilizzato per parti di metallo a stampa 3D, che è un funzionamento del riscaldamento delle parti a temperature molto elevate e raffreddarle rapidamente, che influenzerà la microstruttura delle parti; L'estinzione di solito richiede l'uso del liquido per raffreddare le parti.

La pressatura isostatica calda è un altro passo estremamente importante che non può essere saltato sia nelle applicazioni aerospaziali che mediche. Hot Isostatic Pressing (HIP) è il processo di posizionamento di un prodotto in un contenitore sigillato, applicando la stessa pressione al prodotto in tutte le direzioni e applicando contemporaneamente l'alta temperatura. Sotto l'azione di alta temperatura e alta pressione, il prodotto può essere sinterizzato e densificato. Attraverso il processo di pressione isostatica a caldo, i difetti possono essere eliminati e la microstruttura e le proprietà meccaniche possono essere migliorate.
La stampa 3D è solo un aspetto di questo metodo di produzione e questo punto di vista è stato accettato dalla maggior parte degli utenti. Soprattutto i passaggi relativi al post-elaborazione o al trattamento termico sono cruciali nel processo di applicazione delle parti, coinvolgendo attrezzature, temperatura e impostazioni di tempo, che influenzano direttamente le prestazioni finali delle parti.
Sat Nano è uno dei migliori fornitori diPolvere di stampa 3De servizio di stampa 3D. Possiamo offrire polvere in metallo, polvere legale per la stampa 3D, se hai qualche richiesta, non esitare a contattarci a vendite03@satnano.com























